有限公司")




|



| 品牌 | 泰科纳 |
| 货号 | POM513 |
| 用途 | 通用级,汽车家用部件,电子物件 |
| 牌号 | E471ID-2 |
| 型号 | LCP |
| 品名 | LCP |
| 外形尺寸 | 颗粒 |
| 生产企业 | 泰科纳 |
| 是否进口 | 是 |


后处理工艺
为了制品的内部残留应力,提高尺寸稳定性及与嵌件的结合力,应将制品进行退火处理。退火条件依制品的厚度而定,一般为160~200℃,2h。对低模温成型的制品,其退火温度相应降低。



(1)注塑成型:注塑成型是 LCP *主要的成型方法。LCP 不仅具有优异的加工流动 性,且固化速度快,适用于采用注塑成型方法加工。相对于聚苯硫醚(PPS)和耐高温尼 龙(HT-PA),制件具有无飞边等优势。但由于 LCP 分子链是刚性棒状的,易于沿流动方 向取向,从而导致成型制件在平行于流动方向与垂直于流动方向的性能差异以及熔接痕强
度较差等缺点。近年来通过模具设计等方法在一定程度上改善了熔接痕强度差以及各向异 性等缺陷。
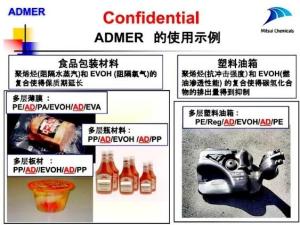
(2)挤出成型:挤出成型方法常用于生产塑料薄膜和管材等。由于 LCP 容易呈各向 异性,采用传统挤出工艺加工成型 LCP 薄膜在熔体流动的横向方向性能较弱。因此,目前 LCP 一般与其它各向同性的材料,如 PET、乙烯-乙烯醇共聚物( EVOH) 等通过共挤出加 工成型成多层薄膜或者管材。
(3)溶液浇注成型:LCP 具有较低的热膨胀系数、优良的尺寸稳定性、低吸湿性、 优异的高频特性和电绝缘性能,使其在高频电路基板得以广泛的应用。其中挠性印制板和嵌入式电路板需要布局灵活及高密度的布线,因而对成型工艺要求非常高。传统的注塑、 挤出等方法难以满足其工艺要求。住友化学通过特殊的分子设计生产 LCP 树脂,然后溶解 在特殊的溶剂中通过溶液浇注(solvent-cast)成型后可以得到强度和挠性非常好的薄膜。所采用的溶剂不同于目前所常用的含氟苯酚溶剂,可操作性强。而且通过溶液浇注成型后的制件避免了注塑、挤出成型所造成的各向异性的缺陷。同时可以成型更加复杂的基材, 且可以混入更多的填料。目前该方法加工成型的 LCP 薄膜制件正在电路板中推广使用。
(4)吹塑成型:LCP 具有优异的耐气体透过性和耐溶剂性能,可通过吹塑成型成阻 隔性能优良的中空成型制品或者薄膜制件,例如汽车部件中的油箱和各种配管。

LCP料专用模具工艺重点 :
1: LCP制品的模具设计很关键,模具的进胶口应采用普通开放嘴,而不采用热嘴,如果用热嘴制品容易起泡,即温度过高易导致产品过火。
2: 一般模具温度在140℃左右﹐上(前)模温度应高于下(后)模,因上(前)模温度高熔融胶的流动性好不易造成冷胶,下(后)模温度低制品容易结晶成型,上(前)下(后)模温差不超过15 ℃。
3: 在模温选择方面,为缩短成型周期、防止披锋,应选择较低的模温;如果要求制品尺寸稳定性高,减少接缝的产生及充填不足等问题时,则应选择较高的模温。

正规的渠道,原厂原包,可开13%税专票,可提供COA报告,MSDS,SGS环保报告,UL黄卡及物性加工参数。
品种齐全,原厂原包,杜绝一切副牌,假料,水口料及次充新。
本公司货源充足,品种齐全,价格合理。
咨询电话18825708836 郭先生 (微信同步)